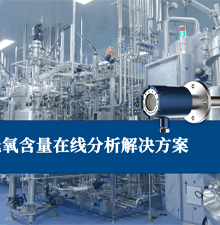
提升反應效率與控制風險:創新的反應釜氧含量在線監測解決方案概述
在化工行業中,反應釜是完成化學反應的關鍵設備。化學反應過程的安全性和效率很大程度上取決于反應物質和環境條件的精細控制。其中,氧氣作為一種常見的反應介質或潛在的危險因素,其含量的準確測定和監控至關重要。因此,反應釜氧含量在線監測解決方案的應用對于提升生產效率和確保生產安全等方面發揮著重要作用。

該解決方案主要基于高精度的儀器和實時數據處理系統,通過安裝在釜內或通過樣品回路獲取氧氣濃度數據。儀器通常采用電化學、順磁等各類傳感器技術,不僅能夠精確檢測設備內殘余氧含量,還能承受高溫高壓等惡劣環境的沖擊。
該反應釜氧含量在線監測解決方案的監控系統能實時接收采集到的氧氣數據,并通過預設的算法對數據進行處理與分析。當氧含量超出安全或者預定范圍時,氧含量分析儀監測系統會立即發出警報并啟動相關防護措施,如切斷氧源或調整反應條件,保證反應過程在安全可控的狀態下進行。這種實時監測與快速反應的能力大幅度降低了安全風險,同時,提升了反應過程中原材料的利用率和產物的質量。
通過對關鍵數據的實時監控與自動調控,解決方案還有助于優化整個生產過程。生產操作人員可以根據監測結果調整原料投加量、反應溫度和壓力等參數,從而在保障反應安全的同時,提升反應效率,縮短生產周期,減少能耗和原料浪費。
此外,隨著物聯網和大數據技術的發展,解決方案未來可實現與企業級生產管理系統的無縫對接,為企業提供更加全面的數據分析和決策支持,推動智能制造與過程工業4.0的發展。總之,反應釜氧含量在線監測解決方案是提升化學反應過程中效率及安全性的關鍵技術。隨著監測技術的不斷進步和創新,它將在化工行業的生產和管理中扮演越來越重要的角色。
南京艾伊科技一體化解決方案和氣體檢測分析儀,粉塵檢測儀,氣體檢測報警儀,氧含量分析儀,可燃氣體檢測儀等.生產,銷售,研發,售后一條龍科技服務商. 咨詢熱線:400-025-9821



同類文章排行
- 香精香料固定氫氣一氧化碳有毒氣體探測器的作用
- RTO/RCO有機廢氣LEL有機可燃監測系統應用的重要性
- 氣體檢測技術—焦化廠原位激光氧分析儀的應用與前景
- 精準度與穩定性:化工在線粉塵氣體監測的標準功能解析
- 異丁烷可燃氣體報警器要如何選購
- 工業受限空間氣體檢測儀廠商怎么選?
- 探索工業發展的新助手—內蒙古電化學氧含檢測儀
- 多功能聲光振多重報警濃度探測器的有效點位部署
- 激光氧含量檢測儀應用場景
- 一文讀懂:在線反應釜氧含量O2分析儀在有色冶煉中的應用
最新資訊文章
您的瀏覽歷史

